
摘 要:对PC/ABS合金材料采用使用不同的注塑工艺注塑后电镀,研究了注塑工艺对PC/ABS合金的粗化性能和镀层结合力的影响。研究结果表明:注塑工艺对PC/ABS合金的粗化性能和镀层结合力影响较大,注塑温度过低、压力和速度过高以及模具温度过低都会降低材料的粗化性能和镀层结合力。
关键词:PC/ABS;注塑工艺;粗化;镀层结合力
PC/ABS合金材料由于其优异的综合性能,在汽车、家电、通讯和IT等行业有着广泛的应用,尤其是近年来,随着汽车行业的迅猛发展以及汽车轻量化、以塑代钢的发展趋势,使得PC/ABS在汽车行业应用带来了锲机。
汽车上使用的PC/ABS材料按照其后加工方式和使用方式可以分为通用PC/ABS,电镀PC/ABS,哑光PC/ABS,高光PC/ABS等。其中电镀PC/ABS由于其金属外观特性,在汽车上广泛使用。
材料配方设计和电镀工艺是人们通常认为影响PC/ABS电镀性能的主要因素,然而很少有人关注注塑工艺对电镀性能的影响。本文研究了注塑工艺对PC/ABS粗化性能和镀层结合力的影响。
1 实验部分
1.1 主要原料
PC:通用级,Dow-LG公司;
ABS高胶粉:通用级,Kumho公司;
AS粒子:通用级,Kumho公司;
1.2 主要设备及仪器
双螺杆挤出机:Φ45,L/D =40,德国科倍隆公司;
注塑机:SM-120型,宁波震雄机械有限公司;
拉伸仪:7010型,德国Zwick公司;
扫描电子显微镜:JSM-6360LV,日本电子光学公司;
1.3 试样的制备
采用不同的注塑工艺,注塑出规格为140mm×90mm×3mm的高光板,同一条件下注塑出的高光板一部分用于粗化后拍摄SEM观察表面,另一部分电镀后截成规格为140mm×25mm×3mm的长条,用于镀层结合力的测试。
电镀流程:除油,水洗,粗化,水洗,还原,水洗,敏化,活化,水洗,解胶,水洗,化学镀镍,预镀铜,水洗,镀镍,镀铬,水洗,烘干。
1.4 测试及表征
采用扫描电镜(SEM)观察粗化样板的表面;
采用拉伸试验机按GMW14668标准,测试电镀样板的镀层结合力;
2 结果与讨论
2.1 注塑温度对PC/ABS合金粗化性能的影响
在相同的注塑速度、压力(中速中压)和模具温度(80℃)条件下,使用三种温度条件(230℃、250℃、270℃)注塑的高光板,粗化后的SEM照片如图1所示。从图中可以看出,注塑温度为230℃时,粗化样板表面的孔洞不均匀,而注塑温度为250℃和270℃时,粗化样板表面的孔洞更为均匀。这可能是在230℃温度下,PC/ABS的流动性太差,注塑出的样板有较大的内应力,在粗化过程中应力释放,导致样板的刻蚀不太均匀。
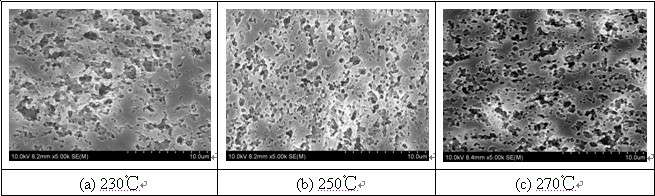
图1 注塑温度对PC/ABS合金粗化性能的影响
2.2注塑温度对PC/ABS合金镀层结合力的影响
在相同的注塑速度、压力(中速中压)和模具温度(80℃)条件下,使用三种温度条件(230℃、250℃、270℃)注塑的高光板,电镀后的镀层结合力如图2所示。从图中可以看出,注塑温度为230℃时,镀层结合力最低,注塑温度为250℃和270℃时,镀层结合力相当,远大于230℃温度下的镀层结合力。这是由于230℃温度下,注塑出的高光板内应力大所导致。
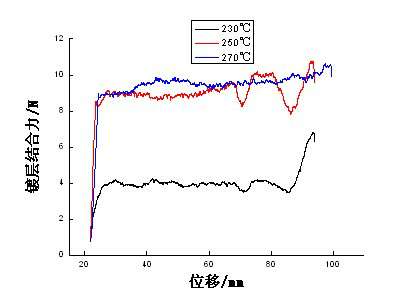
图2 注塑温度对PC/ABS合金镀层结合力的影响
2.3注塑速度和压力对PC/ABS合金粗化性能的影响
在相同的注塑温度(250℃)和模具温度(80℃)条件下,使用三种速度和压力条件(低速低压、中速中压、高速高压)注塑的高光板,粗化后的SEM照片如图3所示。从图中可以看出,速度和压力由低到高,粗化样板表面孔洞的均匀度下降。这是因为高速高压会造成较大的内应力。
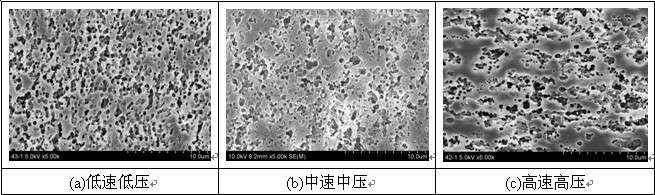
图3 注塑速度和压力对PC/ABS合金粗化性能的影响
2.4 注塑速度和压力对PC/ABS合金镀层结合力的影响
在相同的注塑温度(250℃)和模具温度(80℃)条件下,使用三种速度和压力条件(低速低压、中速中压、高速高压)注塑的高光板,电镀后的镀层结合力如图4所示。从图中可以看出,注塑条件为低速低压和中速中压的镀层结合力明显高于高速高压。
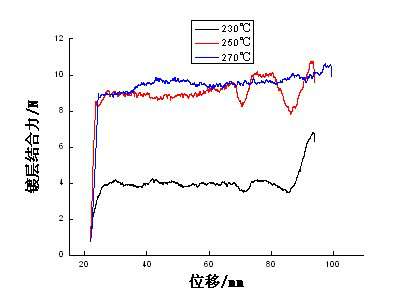
图4 注塑速度和压力对PC/ABS合金镀层结合力的影响
2.5 模具温度对PC/ABS合金粗化性能的影响
注塑速度、压力(中速中压)和模具温度(80℃)条件下,使用三种模具温度条件(40℃、80℃、120℃)注塑的高光板,粗化后的SEM照片如图5所示。从图中可以看出,模具温度为80℃和120℃时,粗化样板表面的孔洞均匀程度好于模具温度为40℃时。这是因为低的模具温度造成了较大的内应力。
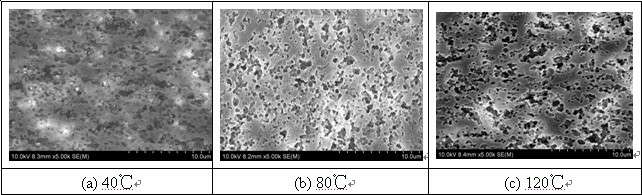
图5 模具温度对PC/ABS合金粗化性能的影响
2.6 模具温度对PC/ABS合金镀层结合力的影响
注塑速度、压力(中速中压)和模具温度(80℃)条件下,使用三种模具温度条件(40℃、80℃、120℃)注塑的高光板,电镀后的镀层结合力如图6所示。从图中可以看出,模具温度为80℃和120℃时,镀层结合力明显高于模具温度为40℃时。这是因为低的模具温度造成了较大的内应力。
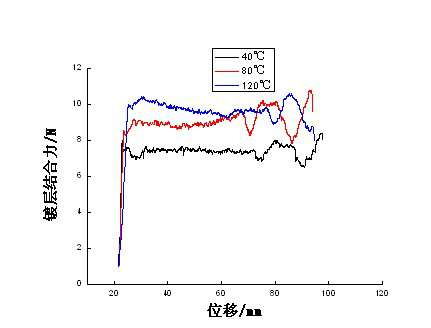
图6 模具温度对PC/ABS合金镀层结合力的影响
图6 模具温度对PC/ABS合金镀层结合力的影响
3 结论
注塑工艺中注塑温度、注塑速度和压力、模具温度均对PC/ABS的粗化性能和镀层结合力影响较大。通过设定合适的注塑工艺,设法降低材料的内应力可明显提高PC/ABS的粗化性能和电镀结合力。
参考文献
[1] 严钦元,方景礼.塑料电镀[M].重庆:重庆出版社,1987.
[2] 吴利英. 影响塑料电镀的塑料工艺因素分析[J].现代塑料加工应用, 2002, 14 (6) :11-13.
[3] 陈亚, 苗艺. 高品质塑料电镀技术新进展[J].电镀与环保,1999,19(3):3-5.
[4] Hermann-josef Middeke. Plating on plastics part I-history, application of metal plated plastics, kinds of plastics [J], Materials Protection , 电镀与涂饰 ,2004, 24: 35-39;






